Speed when it matters. Precision all the time.
CNC Machining Services
Launch faster, reduce risk, and scale with confidence. KaiSpeed delivers engineer-led CNC machining for prototypes, bridge builds, and production—combining 3/4/5-axis milling, turning, Swiss, grinding, EDM, coordinated finishing, and assembly.
- 100+ metals & plastics, 50+ finishing options
- Flexible volumes: 1–100,000+ parts, repeatable quality
- Precision on critical features to ±0.005 mm (±0.0002″) with drawing & GD&T
All uploads are secure and confidential

CNC Machining Capabilities
Delivered with speed and precision

For complex geometries, multi-face features, and tight profiles across metals & engineering plastics.
Best for: prototypes → production parts, housings, brackets, heat-sinks, fixtures.
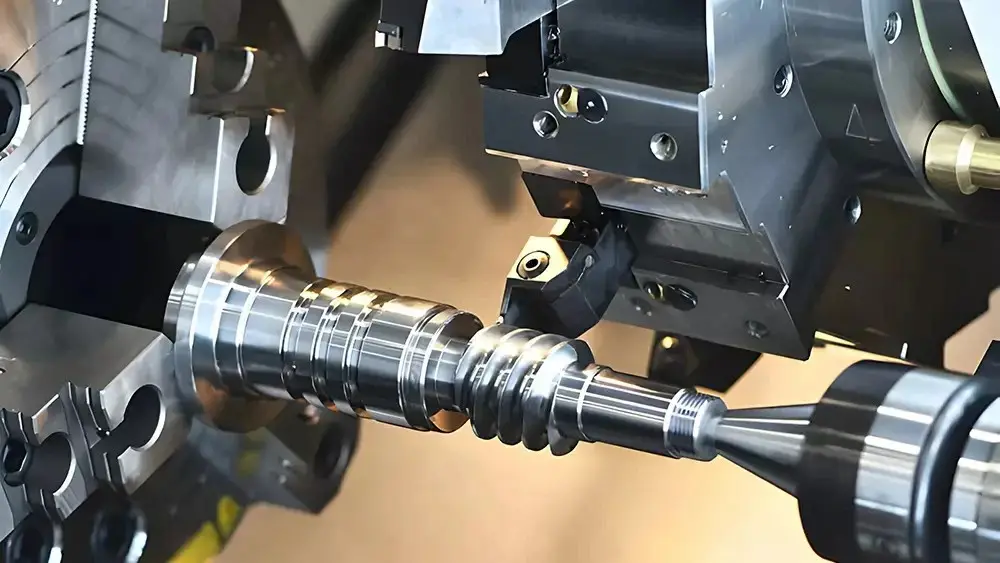
Live-tooling for turned parts with milled flats, slots, and cross-holes in a single setup.
Best for: shafts, bushings, spacers, threaded components, precision round parts.

High-precision, slender/long parts with excellent concentricity and surface integrity.
Best for: miniature pins, medical/electronics inserts, high-precision micro-shafts.

EDM (Wire & Sinker)
Non-contact cutting for sharp internal corners, intricate cavities, and hardened alloys.
Best for: mold & die inserts, keyways/undercuts, exotic or hardened materials.
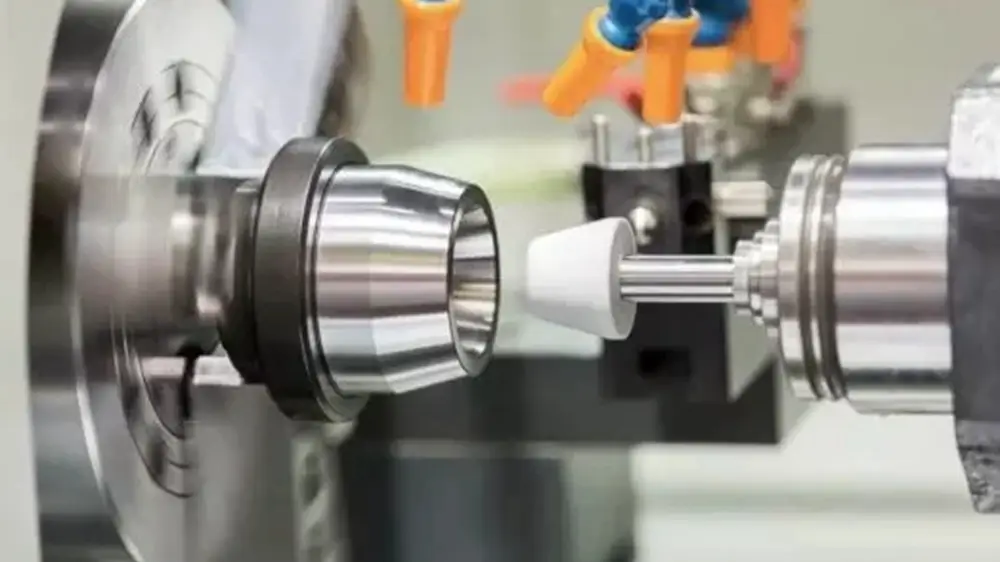
Grinding (Surface / OD / ID)
Tight OD/ID and ultra-flatness, cosmetic surface control after milling/turning.
Best for: bearing fits, gauge parts, sealing surfaces.
Why Choose KaiSpeed
- Engineer-led DFM: Early manufacturability feedback to protect tolerance stack-ups, surface quality, and cost.
High complexity, high mix: Thin-walls, deep pockets, micro-features, compound angles—done right.
Quality you can prove: FAIR, in-process checks, CMM reports, material certs (on request).
Secure & responsive: NDA welcome, transparent comms, proactive risk mitigation.
Scalable supply: From one-offs to steady production with consistent process controls.
24/7 Support • Fast Global Delivery • Secure NDA Protection
How to Work With Us
01. Upload Your CAD
Choose your process (CNC, sheet metal, injection molding, 3D printing, etc.) and upload your files.
NDA-backed confidentiality
Secure transfer (STEP/IGES/ PDF)
02. Get Quote & DFM
Select material, finish, and quantity. Receive a clear quote plus DFM feedback to optimize cost, lead time, and quality.
Typical within 24 hours
Alternative process/ material options when helpful
03. We Start Production
Once approved, we begin manufacturing to your drawing and GD&T requirements.
In-process QC and FAI on request
Photo updates and milestone reports
04. Receive Your Parts
After final inspection, we pack and ship to your door.
Dimensional/CMM reports available
Global shipping (NA/EU often 3–10 days)
CNC Machining Materials
Selecting the right material determines strength, weight, cost, finish quality, and dimensional stability. KaiSpeed machines metals, plastics, and composites for prototypes and production. If you’re unsure, send your CAD + 2D drawing and we’ll recommend the best material/finish for your part’s function and budget.
Metal CNC Machining

Aluminum Alloys
Lightweight, corrosion-resistant, highly machinable; excellent for fast lead times and complex features.
Common grades: 6061-T6, 6063, 6082, 7075-T6, 2024, 5052/5083 (plates), ADC12/A380 (cast).
Best for: Housings, brackets, heat sinks, fixtures, aerospace/robotics components.
Finishes: As-machined, bead-blast, anodize (Type II/Type III hard), chem film (Alodine), powder coat, brushing/polish.

Stainless Steel
Corrosion resistance with good strength and clean cosmetics.
Common grades: 303 (best machinability), 304/304L, 316/316L (marine/medical), 17-4PH (high strength, heat treatable), 430/431/440C (applications vary).
Best for: Food/medical hardware, outdoor parts, shafts, fasteners, tooling.
Finishes: As-machined, passivation, electropolish, bead-blast, brushing.

Carbon & Alloy Steel
High strength, wear resistance; heat treatable for hardness and durability.
Common grades: 1018/1020/1045, 12L14/1215 (free-cutting), 4130/4140/4340, A36, 16MnCr5/42CrMo4.
Best for: Structural parts, bases, tooling, gears, drive components.
Finishes: As-machined, black oxide, zinc/nickel plating, phosphate, powder coat, paint.

Brass
Excellent machinability, tight tolerances, aesthetic surface, good electrical/thermal conductivity.
Common grades: C360 (Ms58 / CuZn39Pb3).
Best for: Fittings, terminals, decorative hardware, fluid components.
Finishes: As-machined, brushing/polish, clear coat, nickel/chrome plating (application-dependent).

Copper
Very high electrical/thermal conductivity; soft and ductile.
Common grades: C110 (ETP), C101 (OFHC). Beryllium copper available on request.
Best for: Bus bars, heat spreaders, EDM electrodes, RF parts.
Finishes: As-machined, polish, tin/nickel plating, anti-tarnish.

Bronze
Good wear characteristics and corrosion resistance; great for bearing applications.
Common grades: C932 (bearing bronze), tin bronzes (per spec).
Best for: Bushings, sleeves, marine hardware, sculptures.
Finishes: As-machined, polish/brushing; oil impregnation or plating as required.

Titanium
Exceptional strength-to-weight, corrosion resistance, biocompatibility.
Common grades: Grade 2, Grade 5 / Ti-6Al-4V.
Best for: Aerospace structures, medical implants/instruments, high-stress parts.
Finishes: As-machined, bead-blast, polish; (note: anodic coloring & surface prep per application).

Magnesium
Ultra-light with good stiffness; careful handling required.
Common grades: AZ31B, AZ91D.
Best for: Weight-critical aerospace/automotive, electronics housings.
Finishes: As-machined, bead-blast, conversion coat, paint/powder.

Zinc & Zinc Alloys
Zinc offers good castability, dimensional stability, damping, and cost efficiency. It’s widely used for die-cast parts that can be CNC post-machined for tight features, threads, and sealing surfaces.
Common alloys: ZAMAK 3 , ZAMAK 5
Best for: Automotive interior hardware, locks/hinges, gears, brackets, consumer electronics housings, decorative hardware, EMI-shielded enclosures.
Plastic CNC Machining

ABS
Tough, impact-resistant, easy to machine; good “as-machined” cosmetics.
Uses: Enclosures, fixtures, automotive interiors, general prototypes.

PC (Polycarbonate)
Transparent, high impact, heat-resistant; can stress-crack—use sharp tools/controlled feeds.
Uses: Guards, lenses, medical/food equipment, packaging components.

PMMA (Acrylic)
Optically clear with hard surface; needs polishing for full transparency after machining.
Uses: Light pipes, displays, windows, fluidic covers.

POM / Delrin (Acetal)
Low friction, dimensionally stable, excellent for precision fits.
Uses: Gears, bushings, pulleys, jigs/fixtures.

PA (Nylon 6/66)
Tough, wear-resistant; absorbs moisture (tolerance planning needed).
Uses: Gears, bearings, sliders, wear plates.

PEEK
High-performance thermoplastic; strong, chemical/heat-resistant, sterilizable.
Uses: Medical implants/instruments, aerospace brackets, seals, bearings.

PP (Polypropylene)
Exceptional strength-to-weight, corrosion resistance, biocompatibility.
Common grades: Grade 2, Grade 5 / Ti-6Al-4V.
Best for: Aerospace structures, medical implants/instruments, high-stress parts.
Finishes: As-machined, bead-blast, polish; (note: anodic coloring & surface prep per application).

HDPE
Impact-resistant, weatherable; great strength-to-density ratio.
Uses: Outdoor parts, containers, spacer blocks.

PTFE (Teflon)
Ultra-low friction, chemical and temperature resistance; softer (fixturing matters).
Uses: Seals, gaskets, chemical-service components, non-stick parts.

FR-4/ GR-10
Glass-reinforced epoxy laminate; strong, flame-retardant, electrical insulator.
Uses: Fixtures, insulating plates, electronic substrates (CNC routing/drilling).
CNC Machining Service — Finishing Options
As-machined

Parts come straight off the CNC—deburr and edge break only—leaving visible tool paths for a fast, cost-effective finish (typ. ~Ra 3.2 µm)
Smooth / Fine Machining

Optimized tooling, feeds, and coolant to reduce tool marks. Commonly ~Ra 1.6 µm; with fine passes, ~Ra 0.8 µm is often achievable. Lower Ra may require polishing or grinding.
Polishing

Multi-step mechanical finishing that reduces roughness and delivers a uniform high-gloss metal surface (often ~Ra 0.8–0.2 µm); may remove slight material, so mask critical fits.
Brushing

Abrasive belts/brushes create a unidirectional satin look. Pair with passivation or coating to improve corrosion resistance.
Bead Blasting

Uniform matte texture that softens tool marks. Suitable for aluminum, stainless steel, steel, brass (plastics case-by-case).
Anodizing (Aluminum)

An electrochemical oxide layer that boosts corrosion resistance and surface hardness, with optional dyed colors for cosmetic appeal.
Powder Coating

Electrostatically applied dry powder, then cured. Tough, color-rich finish with excellent wear and corrosion resistance. Thicker film—factor into tolerances.
Black Oxide (Steel)

Conversion layer that reduces glare and offers light corrosion protection; typically used with oil/wax topcoat.
Electroless Nickel Plating

Autocatalytic nickel deposit—very uniform thickness (great for complex shapes/bores), improves wear and corrosion performance and appearance.
Chem-Film / Alodine

Thin conversion coating that provides corrosion resistance, maintains electrical conductivity, and works as a paint base. Common colors: clear or gold.
Electroplating

(Zn / Ni / Cr, etc.) Enhanced corrosion protection, hardness, and cosmetics. Specify plating type, thickness, and appearance class; copper strike/activation may be used on certain substrates.
Passivation

Removes free iron to restore/enhance stainless corrosion resistance. Recommended after machining and blasting.
CNC Machining Tolerances
Default general tolerances
Metals: ISO 2768-f (fine)
Plastics: ISO 2768-m (medium)
Typical precision range
We commonly hold ±0.005″–±0.002″ (±0.127–±0.0508 mm) on suitable features.
Tighter than ±0.002″ (±0.0508 mm) can be achieved case-by-case with a complete 2D drawing (datums/GD&T) and an agreed inspection plan.
What we need for tight tolerances
Please provide a 2D drawing with:
Datum scheme & GD&T callouts
Feature priority/critical dimensions
Fit classes (e.g., H7/g6), thread specs, and surface roughness
Any post-machining processes (anodize, heat treat, plating, etc.)
Tolerances for linear dimensions without individual tolerance indications. According to ISO 2768-1:1989, Values in millimeters.
| Basic size rang | Fine | Medium | Coarse | Very Coarse |
|---|---|---|---|---|
|
0.5 up to 3 |
±0.05 |
±0.1 |
±0.2 |
– |
|
over 3 up to 6 |
±0.05 |
±0.1 |
±0.3 |
±0.5 |
|
over 6 up to 30 |
±0.1 |
±0.2 |
±0.5 |
±1 |
|
over 30 up to 120 |
±0.15 |
±0.3 |
±0.8 |
±1.5 |
|
over 120 up to 400 |
±0.2 |
±0.5 |
±1.2 |
±2.5 |
|
over 400 up to 1000 |
±0.3 |
±0.8 |
±2 |
±4 |
|
over 1000 up to 2000 |
±0.5 |
±1.2 |
±3 |
±6 |
|
over 2000 up to 4000 |
– |
±2 |
±4 |
±8 |
Delivered with speed and precision—backed by a disciplined quality system.
Quality Assurance
KaiSpeed controls quality from raw material to final shipment to ensure consistent performance for robotics, automation, medical, aerospace, and demanding end-use applications.
Quality Management System
- Operates under an ISO 9001:2015 quality management framework.
Documented procedures across design review, purchasing, production, inspection, warehousing, and after-sales.
Risk-based thinking with DFM reviews, process controls, and corrective/preventive actions (CAPA).
In-Process & FAI
FAI on new parts/fixtures; setup validation prior to release.
IPQC: in-process checks at defined intervals; critical features verified to drawing & GD&T.
Tooling, probing, and fixture control to minimize variation on tight-tolerance features.
Final Inspection&Documentation
- OQC with calibrated gauges; sampling per ISO 2859-1 / MIL-STD-105E AQL (or 100% per request).
Standard inspection report included; optional FAIR, full CMM report, surface roughness data, material certs/CoC, and RoHS/REACH statements.
Nonconformance control and rapid 8D/5-Why analysis for continuous improvement.
Traceability & Data Security
Lot-level traceability from raw material to finished parts and shipping records.
NDA welcome; secure handling of CAD, drawings, and documents.
CNC Machining Case

A Quick Guide to Designing CNC-Machined Parts
Design smart to reduce cost and lead time—without sacrificing function. The tips below help you avoid unnecessary features, limit complexity, and get reliable, repeatable results.
Internal Corners & Radii
Any internal corner cut with an end mill will leave a fillet ≈ ½ the tool diameter.
Use the largest possible internal radius. As a rule of thumb, make radius ≥ ⅓ of pocket depth; keep radii consistent so the same tool can be used throughout.
For perfectly sharp internal corners, consider wire EDM or undercut reliefs (dog-bones) where function allows.
Cavities, Grooves & Holes (Depth Rules)
Pockets/Cavities: Keep depth to 3–4× tool diameter to avoid chatter and long cycle times.
Grooves/Slots: Keep depth ≤ 4× feature width.
Holes: Standard drills are fastest and most accurate. Aim for depth ≤ 4× hole Ø; deeper holes need step drilling, pilots, or special tools (cost ↑).
Min hole Ø: ~1.0 mm is practical on most setups; micro-holes are possible but slower and pricier.
Thin Walls & Tall Features
Thin sections vibrate and deflect. Target metal walls ≥ 0.5–0.8 mm and plastic walls ≥ 1.0–1.5 mm.
For tall or load-bearing walls, increase thickness or add ribs/bosses. Flag any critical thin areas so we can tune toolpaths and sequencing.
Text, Logos & Marking
Milling tiny or raised text is time-consuming. Prefer laser marking or etching for IDs and branding.
If machining text is required, choose recessed (engraved) text, simple fonts, ≥ 4 mm height, ~0.2–0.3 mm depth, and avoid hairline strokes.
Threads & Inserts
Stick to standard thread sizes and forms (UNC/UNF/Metric).
Effective thread engagement often plateaus around 1–1.5× nominal Ø (material-dependent). Avoid > 3× Ø—it adds cost with little strength gain.
For blind holes, add tap relief at the root (≥ 0.5× Ø unthreaded) and a small lead-in chamfer.
In soft materials (aluminum, plastics), consider helicoils/brass inserts for better wear and serviceability.
General Tolerance & Drawing Tips
Use tight tolerances only where function demands; default general tolerances (e.g., ISO 2768) control non-critical features.
Call out datums, fits (e.g., H7/g6), surface priorities, thread specs, and any critical flatness/perpendicularity.
Note cosmetic zones and sealing surfaces so we can protect them in fixturing and handling.
FAQs
STEP/ STP, IGES/ IGS, and 2D PDFs for drawings. Native formats are fine for reference.
Prototypes commonly 3–7 days depending on complexity, material, and finishing; production lead times scale with volume.
Standard inspection report is included; optional FAIR, full CMM report, material certs, RoHS/REACH statements, and CoC are available.
Yes—1-off prototypes, bridge builds, and batches to 100,000+ with consistent controls.
Pricing depends on geometry, material, tolerances, surface finish, quantity, and lead time. General guidance:
Turned (round) parts are often more cost-effective than milled equivalents.
3+2 (indexed 5-axis) is typically more economical than continuous 5-axis when geometry allows.
Tighter tolerances / cosmetic finishes increase cycle time and inspection effort.
Larger batches amortize setup and generally reduce unit cost.
Our engineering & sales team provides one-to-one quote support and DFM suggestions to hit your cost/lead time targets.
“As-machined” parts retain fine, directional tool marks. Typical roughness:
As-machined: ~Ra 1.6–3.2 μm
Fine machining / light polishing: ~Ra 0.8–1.6 μm
Grinding / high-polish processes: ~Ra 0.2–0.8 μm (application-dependent)
We also offer bead-blast, anodize (Type II / Hard Anodize Type III), chem film, passivation, black oxide, electroplating, powder coating, electropolish, brushing, tumbling, PVD (case-by-case), and more.
Absolutely. We treat your data as confidential and can countersign your NDA.